无需繁琐的文字描述,观看我们的视频,让湖州【钢锭】_2507不锈钢管匠心品质产品一览无余!
以下是:湖州湖州【钢锭】_2507不锈钢管匠心品质的图文介绍

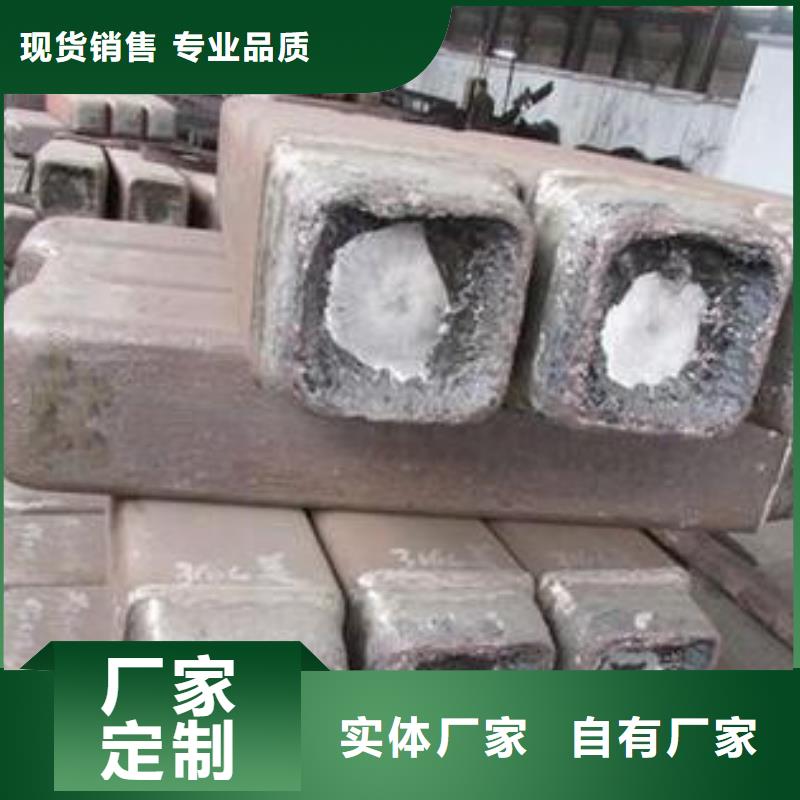
铸钢的熔点高,相应的其浇注温度也高。高温下钢水与铸型材料相互作用,易产生粘砂缺陷。因此,应采用耐火度较高的人造石英砂做铸型,并在铸型表面刷由石英粉或锆砂粉制得的涂料。为减少气体来源、提高钢水流动性及铸型强度,大多铸钢件用干型或快干型来铸造,如采用CO2硬化的水玻璃砂型。
浇注工艺是铸钢件整个生产流程中至关重要的一个环节,如果该环节没有处理得当铸造出合格的铸钢件很困难,因此在铸钢件生产中,应该严格按照要求来进行浇注环节各项操作。
为了获得合格的铸钢件,严格控制浇注温度、浇注速度,严格遵守浇注操作规程很关键。
就浇注温度而言,浇注温度对铸件质量影响很大,应该根据合金种类、铸件结构和铸型特点确定合理的浇注温度范围。根据碳钢的型号选择合理的浇注温度,一般浇注温度在1540-1580℃(浇包内钢水温度)之间。


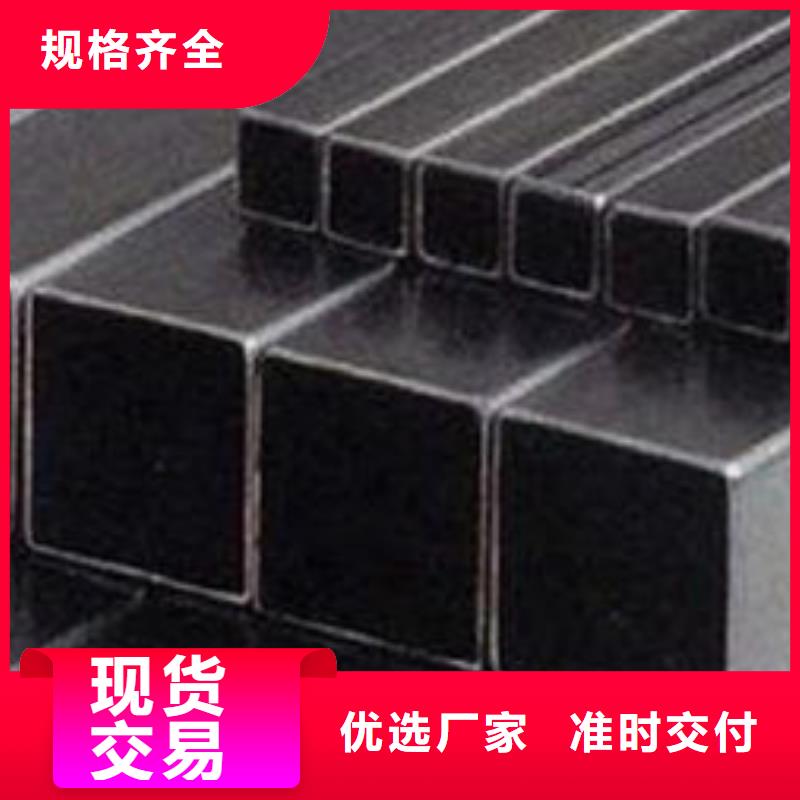
首先人们需要了解的是电解间隙的变化对于铸钢件的性能和质量的影响是十分大的,所以要确保铸钢件的质量就需要对电解间隙的变化加以控制。影响铸钢件的电解间隙变化的因素主要有四点,一则是齿轮模数的影响,如果厂家在生产铸钢件过程中齿轮模数越小,那么铸钢件电解间隙便会越大。
其次阴极长度也是对电解间隙的影响因素之一,如果阴极长度越长,那么电解间隙变化便会越大,但是阴极长度也不能过短,如果太短的话铸钢件的加工效率便会受到影响。铸钢件的齿数也会影响电解间隙,齿数越大,电解间隙便会越小。 的一个影响因素便是铸钢件的螺旋角,但是铸钢件的螺旋角是线性关系影响,所以对此影响并不是十分明显。钢材产品是如今社会发展中备受欢迎的存在,因此,铸钢件就是比较典型的存在,关于铸钢件的生产打造工作中,关于铸钢件的工艺难题该如何解决呢?小编为您进行了如下总结概括。



我们公司的经营方针是“客户,服务,品质。”坚持不懈的为客户提供满意的产品是我们永远的服务宗旨!新物通物资有限公司是一家集研发生产销售 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、的企业,技术力量雄厚,先后引进了国外先进的技术,客户遍及全国各大中城市,通过10多年的经营,公司发展稳定,产品以高效、安全、环保、经济、无毒、可循环使用等特点得到客户认可 我们公司的经营方针是“客户,服务,品质。”坚持不懈的为客户提供满意的产品是我们永远的服务宗旨!


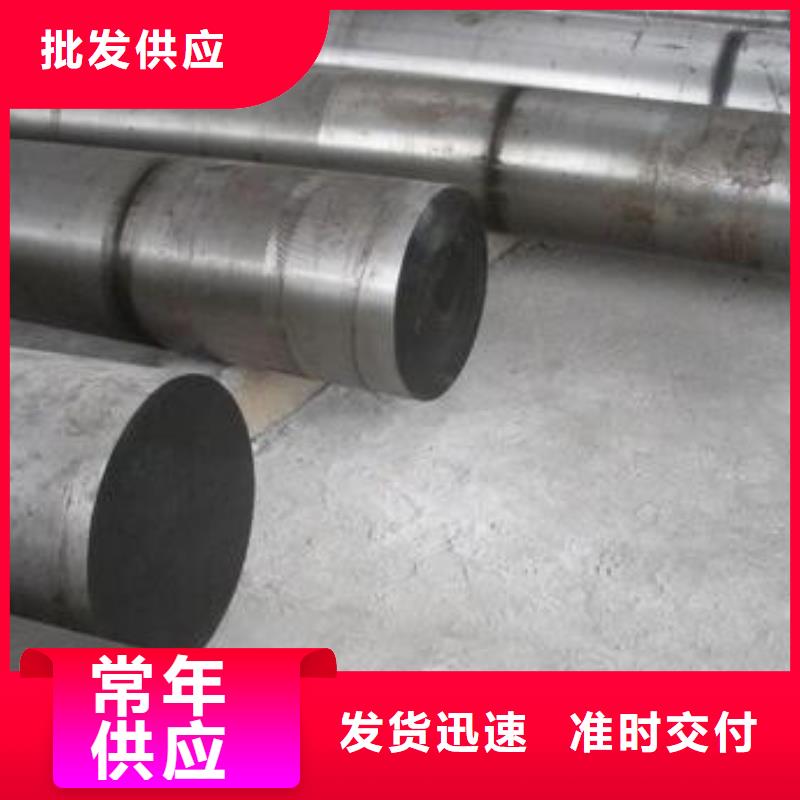
选用适当的补贴和保温补贴工艺,以免铸件内裂的产生,提高铸钢件质量。
大型铸钢件的检测主要包括尺寸检查、外观和表面的目视检查、化学成分分析和力学性能试验,对于要求比较重要或铸造工艺上容易产生问题的铸件,还需要进行无损检测工作等。
大型铸钢件质量检测仪:用于检测合金性能、组织、表面状态等铸件质量的仪器。
.大型铸件公称重量检验:根据铸件图计算或根据供需双方认定合格的标准样品铸件的称重结果订出的铸件重量。包括铸件机械加工余量及其他工艺余量。铸钢件重量公差检验:用占铸件公称重量的百分比表示的铸件实际重量与公称重量之差的大答应值。与铸件尺寸公差对应的分为16个等级,以MT1-MT16表示。






 扫一扫
扫一扫